На территории завода площадью 14 Га расположены 7 основных производственных корпусов площадью 30000м², оснащенные комплексом технологического оборудования и грузоподъемными механизмами, закрытые и открытые склады, площадки хранения.
В заготовительном цехе раскрой листового металла производится на машинах термической и воздушно-плазменной резки и на гильотинных ножницах. Производство гнутых профилей ведется на современных гидравлических прессах с числовым программным управлением.
Механическая обработка изделий ведется на токарно-карусельном, горизонтально-расточном, продольно-фрезерном оборудовании и других станках токарно-фрезерной группы.
Продолжавшееся все последние годы плановое техническое переоснащение производства позволило к сегодняшнему дню ввести на заводе в строй уникальный для нашего региона комплект оборудования.
В состав нового оборудования входят два автоматических комплекса для сварки под слоем флюса, три гидравлические листогибочные четырёхвалковые машины, позволяющие обрабатывать листовой металл толщиной от 1 мм до 150 мм, сверлильно-фрезерный станок с числовым программным управлением, кромкофрезерный станок, дробеструйная и окрасочно-сушильная камера с внутренними габаритами 14м×6м×6м. Окрасочный комплекс Graco для нанесения полиуретановых покрытий. Комплект оборудования для проведения местной термической обработки сварных соединений.
На предприятии действует полностью оснащенная центральная заводская лаборатория, позволяющая проводить спектральный анализ металлов при входном контроле. Неразрушающий контроль проводится методами рентгенографии, ультразвуковой дефектоскопии, проникающими веществами; осуществляется визуальный и измерительный контроль; механические испытания материалов разрушающими методами контроля.
 Воздушно-плазменной резка
Воздушно-плазменной резка Станок кромко-фрезерный XBJ
Станок кромко-фрезерный XBJ Машина термической резки
Машина термической резкиПять основных сборочно-сварочных цехов оснащены все необходимым оборудованием для производства металлоконструкций любой степени сложности. Сборка продукции ведется на универсальных монтажных плитах. Сварка изделий на заводе ведется зарубежными аппаратами полуавтоматической сварки в среде защитных газов KEMPPI (Финляндия) и OTC (Япония). Полуавтоматическая сварка в среде защитных газов кольцевых швов при изготовлении и ремонте трубных досок теплообменных аппаратов осуществляется орбитальными головками ORBIMATIC (Германия).
 Аппарат полуавтоматической сварки KEMPPI (Финляндия)
Аппарат полуавтоматической сварки KEMPPI (Финляндия) Аппарат полуавтоматической сварки OTC (Япония)
Аппарат полуавтоматической сварки OTC (Япония) Аппарат полуавтоматической сварки FRONIUS (Австрия)
Аппарат полуавтоматической сварки FRONIUS (Австрия)В 2013 году руководством предприятия было принято решение об организации производства сосудов, работающих под давлением. В связи с этим был выполнен ряд организационно-технических мероприятий, которые в данный момент позволяют решать серьёзные задачи в области проектирования и изготовления теплообменного, емкостного, колонного, блочного оборудования, фильтров, сепараторов, печей, резервуаров.
В 2014 году закуплено и введено в эксплуатацию следующее современное оборудование:
1. Сварочный комплекс для автоматической сварки под флюсом кольцевых и продольных швов обечаек диаметром от 550 мм и выше , с инверторным источником питания Aristo 1000 AC/DC, компактной сварочной головкой, роликовыми опорами, вакуумной системой рециркуляции флюса , сварочной колонной (Н — 4 м) ESAB (Швеция).
2. Сварочный комплекс для автоматической сварки под флюсом кольцевых и продольных швов обечаек диаметром от 1200 мм, с инверторным источником питания Lincoln Electric, стандартной сварочной головкой, роликовыми опорами, воздушной системой рециркуляции флюса , сварочной колонной (Н — 4 м) PEMA (Финляндия).
3. Высокоскоростной сверлильный станок с ЧПУ с функцией фрезерования модели HDC 2020/DAMA для изготовления трубных досок и перегородок для теплообменного оборудования (Тайвань).
 Сварочный комплекс для автоматической сварки ESAB
Сварочный комплекс для автоматической сварки ESAB  Сварочный комплекс для автоматической сварки Lincoln
Сварочный комплекс для автоматической сварки Lincoln  Высокоскоростной сверлильный станок HDC
Высокоскоростной сверлильный станок HDC4. Четырехвалковая гидравлическая листогибочная машина производства ROCCIA (Италия) модели HR4W-2014. Возможность вальцовки листовой стали до 14 мм по номиналу на всю длину вала.
5. Четырехвалковая гидравлическая листогибочная машина производства ROCCIA (Италия) модели HR4W-2050. Возможность вальцовки листовой стали до 50 мм по номиналу на всю длину вала.
6. Четырехвалковая гидравлическая листогибочная машина производства ROCCIA (Италия) модели HR4W-20135. Возможность вальцовки листовой стали до 135 мм по номиналу на всю длину вала.
 Листогибочная машина ROCCIA HR4W-2014
Листогибочная машина ROCCIA HR4W-2014 Листогибочная машина ROCCIA HR4W-2050
Листогибочная машина ROCCIA HR4W-2050 Листогибочная машина ROCCIA HR4W-20135
Листогибочная машина ROCCIA HR4W-201357. Окрасочно-сушильная камера «Митра» с габаритными размерами 14000 × 6000 × 6000.
8. Дробеструйная камера «Митра» с габаритными размерами 14000 × 6000 × 6000.
9. Оборудование для центральной заводской лаборатории. Разрывная машина с клиновыми захватами. Маятниковый копер с криокамерой и компрессором.
 Окрасочно-сушильная камера
Окрасочно-сушильная камера Дробеструйная камера «Митра»
Дробеструйная камера «Митра»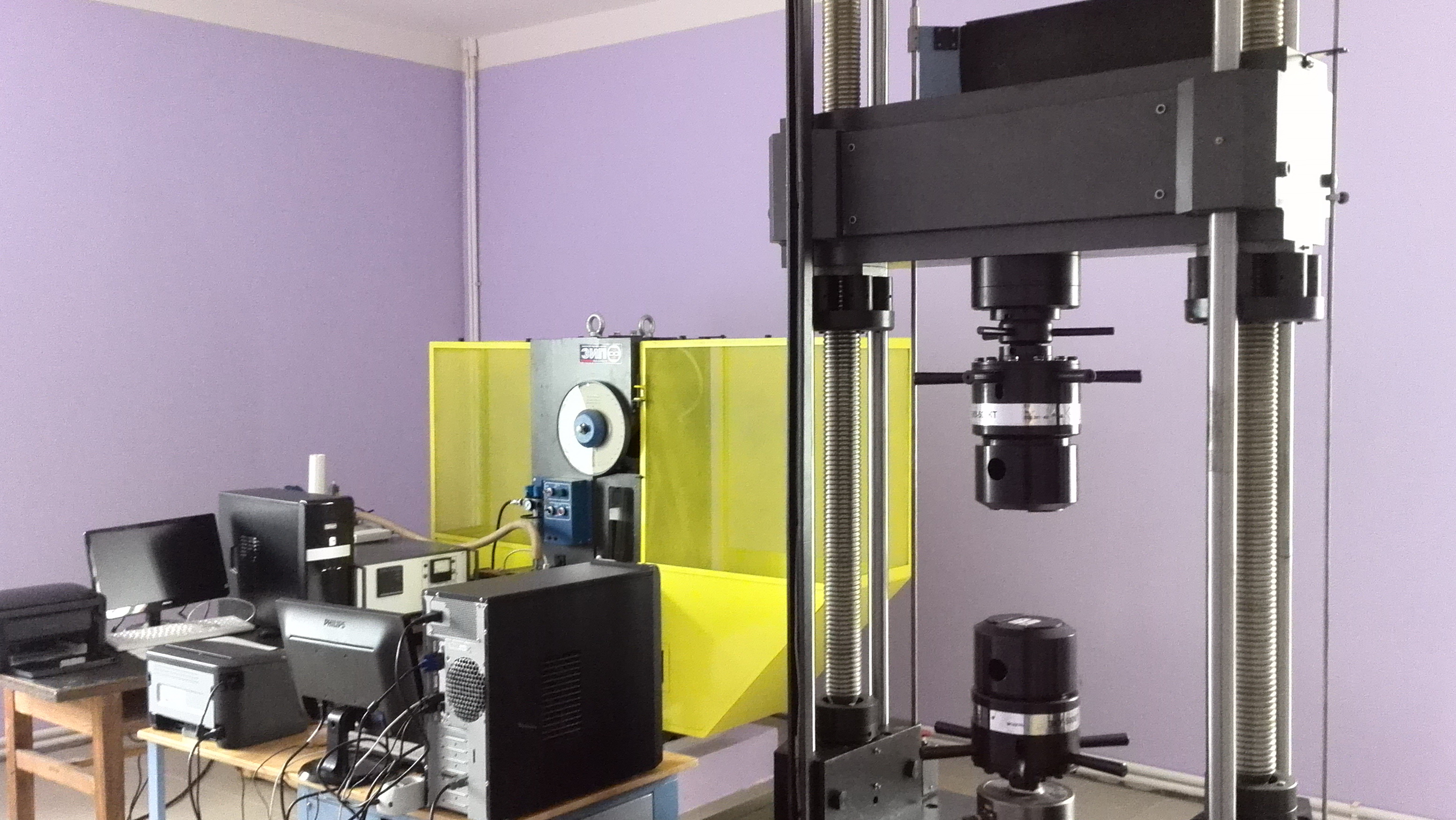 Лабораторное оборудование
Лабораторное оборудованиеДля проведения экспресс-анализа химического состава черных и цветных металлов , сплавов и других материалов непосредственно на месте их расположения в цехах , складах , полевых условиях и т.д. применяется мобильный оптический эмиссионный спектрометр «Минилаб СЛ». Спектрометр позволяет производить разбраковку по маркам любого металла и сплава. Исполнен в мобильном варианте и позволяет определять марки сплавов крупногабаритных деталей и механизмов.
В 2018-2019 году закуплено и введено в эксплуатацию следующее современное оборудование:
 Сварочный центр ESAB CaB 300C 4x4 оборудованный головкой «Tandem»
Сварочный центр ESAB CaB 300C 4x4 оборудованный головкой «Tandem» Сварочная головка А6S Tandem Master 2
Сварочная головка А6S Tandem Master 2 Автомат АДФ-1000 У3 и сварочная головка ГМ 300-1000 SAW/GMAW
Автомат АДФ-1000 У3 и сварочная головка ГМ 300-1000 SAW/GMAWПроизведена модернизация автоматического сварочного центра ESAB CaB 300C 4 × 4. Головка Compact A6S для сварки продольных и кольцевых стыковых швов внутри труб была заменена на сварочную головку ESAB A6S Tandem Master 2 для автоматической сварки под слоем флюса продольных и кольцевых швов. Сварка на головке Tandem производится с использованием двух сварочных проволок.
Главным преимуществом сварки «Tandem» является увеличение производительности в 2 раза, а также снижение количества наплавляемых валиков.
Установка лазерной резки модель F3015E



Установка лазерной резки используются для качественной и быстрой резки металлического листа. Наличие в станке программного обеспечения с ЧПУ позволяет быстро составлять программы резки и перестраиваться с производства одного изделия на другое за минимальное время. Максимальные толщины резки на источнике 3000 Вт: низкоуглеродистая сталь – 20 мм, нержавеющая сталь – 10 мм, алюминий – 8 мм. Рабочая зона – 3000 × 1500 мм. Тип лазерного излучателя — волоконный лазер. Мощность лазера 3000Вт. Возможность резки — нержавейка, углеродистая сталь, алюминий.
На предприятии ведется постоянный контроль качества на всех этапах производства продукции.